技术
1 前言
株洲电厂二期技改工程2× 300MW机组(3,4号机组)的锅炉采用东方锅炉(集团)股份有限公司制造的DGl025/18.2-Ⅱ14型亚临界压力、一次中间再热、自然循环、"W"型火焰锅炉;制粉系统为正压直吹式,磨煤机(4台)为BBD3854型双进双出钢球磨;给水系统采用3台50%容量的电动给水泵。机组的自动调节系统由MCS系统实现,采用XDPS一400分散控制系统,锅炉的主要自动调节系统包括协调控制、燃料控制(磨煤机容量风挡板调节)、磨煤机料位调节(给煤机转速调节)、磨煤机总风量调节(旁路风挡板调节)、磨煤机出口风温
节(磨煤机冷热风门调节)、磨煤机密封风差压调节、带氧量校正的送风调节、炉膛负压调节、一次风压调节、二次风挡板调节、一级过热蒸汽温度(A,B)调节、二级过热蒸汽温度(A,B)调节、再热蒸汽温度烟气挡板调节、再热蒸汽温度事故喷水调节、汽包水位调节等。
2 主要调节系统的功能、特点
2.1 协调控制
协调控制的原则是将汽机、锅炉作为整体考虑。在能量平衡控制策略基础上,通过前馈/反馈、连续/断续、非线性、方向控制等控制机理的有机结合,来协调控制机组功率与机前压力,协调处理负荷要求与实际能力的平衡。在保证机组具备快速负荷响应能力的同时,维持机组主要运行参数的稳定。
株洲电厂3,4号机组协调控制系统有5种控制方式:基本控制方式(手动),锅炉跟随控制方式(BF),汽机跟随控制方式(TF)、以炉跟机为基础的协调控制方式(BFCCS)、以机跟炉为基础的协调控制方式(TFCCS)。
2.L1 机组指令处理回路
作为机组控制的前置部分,它接受AGC指令、一次调频指令和机组运行人员设定的负荷指令。根据机组运行状态和调节任务,对负荷指令进行处理使之与运行状态和负荷能力相适应。
2.1.2 锅炉主控
锅炉主控分2种工况:a.炉跟机(BF)--此时主调输入:DEB信号作为指令(设定值SP);热量信号作为反馈(过程值PV);前馈信号:机组负荷指令(ULD)。副调输入:主调输出作为燃料指令;燃料量(因为双进双出磨,无法直接测量进入炉膛的煤粉量,取容量风指令平均值)作为反馈,经PID运算后去控制各台磨煤机容量风挡板的开度。见图l。 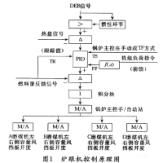
b.机跟炉(TF)一此时主调输入:机组实际负荷指令;实发功率作为反馈。副调输入:主凋输出作为燃料指令;燃料量作为反馈,经PID运算后去控制各台磨煤机容量风挡板的开度。
(1) DEB信号
 (公式)
(公式)
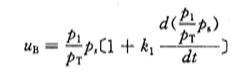
采用与汽机调阀开度成正比的信号(P1/PT)PS作为锅炉负荷指令,式中微分项在动态过程中加强燃烧指令,以补偿机、炉之间对负荷要求响应速度的差异。由于要求补偿的能量不仅与负荷变化量成正比,而且还与负荷水平成比例,所以微分项要乘以(P1/PT)PS。
(2)减小磨煤机启停对负荷的影响
众所周知,直吹式制粉系统磨煤机 启停对负荷影响大,对采用燃料平衡的系统来说,有以下因素:a.停磨煤机必然使其它处于自动工况的磨煤机增负荷,而磨煤机内的余粉通过一次风送进炉膛,引起停磨增加负荷。b.启动磨煤机使其它处于自动工况的磨煤机减负荷,引起启磨减负荷。
对不采用燃料平衡的系统来说,启/停给煤机对燃料的内扰须等汽包压力变化时才能进行调节,显然对负荷影响也大。
综合上述因素,应对燃料反馈信号进行动态补偿,以避开余粉影响。
(3)提高负荷响应速率
直吹式制粉系统的锅炉燃烧系统是大迟延环节,过分利用锅炉蓄热将加大机、炉间能量供需不平衡,负荷响应速度不能持久。因此在适当利用蓄热的同时,采用下列措施:a.增加煤量的前馈;b.增加一次风量的前馈。
(4)风/煤交叉
风/煤交叉采用锅炉指令与该指令经惯性环节输出相比较,取大值控制风量,取小值控制燃料量,可以避免实际信号波动对控制带来负面影响,方便地实现了加负荷时先加风、后加煤;减负荷时先减煤、后减风的"富氧"策略。
(5)滑压定值
滑压定值是负荷函数,在BF方式取机组指令代表负荷,在TF方式取实发功率MW作为负荷指令。这样做能够消除可能出现的正反馈,有利于系统稳定。增加滑压偏置,既能满足运行使用的灵活性,又能解决滑压、定压的无扰切换。
(6)高加解列、单/多阀切换对锅炉主控的影响 字串8
高加解列、单阀/多阀切换调节级P1变化大(即DEB指令突变),对锅炉主控影响大。采用DEB指令保持30s,以抑制其不利影响。
2.1.3 汽机主控
在TF方式时,用汽机凋门来控制机前压力。特点是压力控制响应快,主汽压力很容易稳定在给定值上,但在煤种变化大时负荷波动较大。在BFCCS方式下汽机主控控制功率,根据机组功率偏差控制汽机调门开度,同时当机前压力偏差超出一定范围(±0.4 MPa),进行压力拉回。
2.2 磨煤机控制
直吹式双进双出钢球磨煤机的出力完全由通过磨煤机的容量风决定,因而对负荷能迅速响应。磨煤机的简体又具有一定的储粉能力,因此,该系统兼有直吹式和中储式制粉系统的优点。
2.2.1 磨煤机负荷控制(容量风挡板控制)
煤粉由容量风带出磨煤机,在磨煤机内粉位一定的情况下(即风/粉比一定),控制容量风的流量,就可以控制磨煤机的出力。燃料主控的指令直接作用于容量风挡板控制磨煤机负荷,自动时运行人员可以加一定量的偏置以调整每台磨煤机的出力。
2.2.2 磨煤机总风量控制(旁路风挡板控制)
总风量含容量风和旁路风,容量风用于输送煤粉,流量与磨煤机的负荷成正比;旁路风有2个作用:干燥原煤及保证最小总风量,防止煤粉在管道沉积。故总风量的曲线f(x)应保证风量设定值大于最小总风量。另外,给煤量的变化对磨煤机的出口温度影响也较大,当出口温度偏离设定值时,适当调整旁路风量的定值,调节磨煤机的出口温度。
2.2.3 磨煤机粉位控制
磨煤机的料位控制是双进双出磨煤机最基本的控制之一,也是投磨煤机负荷(容量风挡板)自动的必要条件。
料位测量有2种:差压信号和电耳信号。2种信号都可采用,但株洲电厂的差压信号测量更准一些,主要采用差压信号。磨煤机负荷变化时,因为容量风发生变化,必然影响料位,因此这里加了负荷前馈信号,尽量使料位波动较小。
2.2.4 磨煤机出口温度控制
磨煤机的出口温度由进入磨煤机的一次风温控制。在暖磨期间,不控制磨煤机的出口温度,而控制其人口风温。
2.3 一次风压控制
一次风压是整个制粉系统正常运行的保障,除了要保证系统要求的最小风压外,还应与磨煤机运行的工况相适应。其设定值由机组负荷决定。此外,因为该制粉系统为正压系统,为防止煤粉外冒,设有密封风系统。密封风压调节系统保证密封风与磨煤机内的差压至少为4kPa。
本机组有独立的一次风机(2台)提供制粉系统所需风量,并带粉入炉。一次风压为比例积分构成的单回路控制系统,B侧S/MA算法模块的偏置作为平衡一次风机出力。 字串1
2.4 引风系统
2.4.1 送风机跳闸影响
送风机跳闸对炉膛压力影响较大,采用比例前馈适当减小引风机动叶开度,可以有效地抑制炉膛压力波动。
24.2 RB切除燃料影响
RB发生时快速切除燃料(FSSS),引风调节前馈关,关的幅度与切除燃料量成比例。
2.4.3 非线性控制
炉膛负压影响因素较多,波动也很频繁。对于较小波动(偏差小于±20Pa)不调节,偏差小,增益小;偏差大,增益大。这样有利于运行工况稳定。
2.4.4 防内爆
发生MFT瞬间炉膛压力急剧下降,可能发生炉膛变形。因此一旦发生MFT,引风调节机构按比例减小,30s后逐步恢复。
2.5 送风控制
本机组的送风系统中,一、二次风各用2台风机分别供给。一次风通过制粉系统并带粉入炉,二次风则为辅助风控制。一次风的控制涉及到制粉系统和煤粉的喷燃要求,所以锅炉总风量主要由送风控制。本系统包括氧量校正,并具备完善的方向闭锁和连锁功能。
2.5.1 风/煤限制
采用风量与燃料信号转换为统一工程量,可以方便地实现风/煤方向闭锁。
2.5.2 风量指令
采用DEB信号静态表达式:(P1/PT)Ps作为风量指令,当PT,与PS,偏差大锅炉主控切手动(已设定手动工况PS跟踪PT)或高加解列、单阀/多阀切换P1变化大,对风量指令进行20s保持。当机组发生RUNBACK,-用首级压力Pl作为风量指令,有利于系统稳定。
2.6 汽包水位控制
本机组采用3台50%锅炉额定容量的电动调速给水泵。给水控制系统包括3台电泵与旁路给水阀,作为全程控制系统。
机组在启动和低负荷(小于30%额定负荷)时,由1台电泵向锅炉供水。这时给水调节系统按单冲量方式工作。当锅炉给水量很小时,电泵运行在最低转速,用出口旁路阀调节给水量。当旁路开度达90%时,给水量转为电泵转速控制。当负荷大于30%,转为三冲量控制。正常运行时,2台电泵按三冲量控制方式。不运行电泵处于后备抢水状态。
2.6.1 备用泵抢水位功能
任意2台电泵运行,1台电泵运行中跳闸,备用电泵自启动成功,以最大速率增速,增速时间为30S。勺管目标值为原跳闸电泵勺管位置,电泵增速受增速时间和原电泵位置限制。如果是MFT引起电泵跳闸,备用电泵自启动,但不抢水位,水位由运行控制。



