资料
摘要:探讨纺织厂空压系统的节能设计措施。介绍了纺织厂使用压缩空气的特点。以各工序用压缩空气质量、压力、流量的要求为出发点,阐述了空气压缩机及后处理设备的选型、供气方案和管网系统的设计原则,并进行了工程实例设计。认为:充分发挥空压机的特性优势,合理配置后处理设备,采用分压力恒压变流量供气系统,能有效实现纺织空压系统的节能设计。
关键词:纺织厂;空压系统;分压力供气;恒压变流量供气;喷油螺杆式空压机;无油螺杆式空压机;离心式空压机
随着纺织自动化程度的提高,压缩空气在纺织厂的使用越来越普遍。特别是喷气织机的采用,压缩空气量消耗很大,使纺织厂能源消耗的部位发生了较大的变化。空压站成为继细纱车间的第二能源消耗大户。但长期以来,国内纺织企业对压缩空气的特性了解不够,一味追求满足生产效率,设计了较大的富余量。由于系统设计不合理,致使部分空压设备不能很好地发挥效能,造成设备浪费,能源消耗增加。本文针对纺织厂压缩空气使用的特点,以空气质量要求为出发点,提出合理设计纺织厂空压系统的思路,以期在满足工艺生产效率的条件下,实现纺织厂空压系统的综合节能。
1纺织厂使用压缩空气的特点
纺织厂使用的压缩空气分为纺部用气和织部用气,其中纺部用气主要用于自动加压和实现自动化生产,例如细纱气动加压、自动落纱、络筒自动接头等;织部用气主要作为动力使用,完成喷气织机的引纬和折边功能。由于纺织各部位用气特点不同,对压缩空气的质量、压力、流量有较大的差异。纺织厂各部位需用压缩空气的特性见表1。
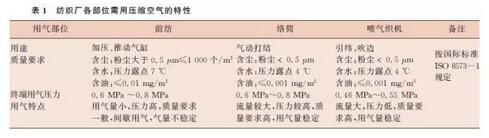
从表1可知,纺部细纱车间为主要用气部位,主要用于气动加压、自动落纱,具有用气压力高,用气品质要求不高,属于间歇用气的性质。用气量和所纺纱线号数有关,号数越大,自动落纱次数越多,用气量越大。络筒车间要求气源压力较高,空气和纱线直接接触,气源品质要求高,用气量和络筒车间断头率有关,断头率高,用气量大。织布车间用气压力偏低,用气量大,用气质量要求高,用气量稳定。综上所述,由于纺部织部对压缩空气质量、压力差别较大,用气量特点也有较大的不同。纺织空压系统设计应区别对待,才能实现节能运行。
2纺织厂空压系统的节能设计
从对纺织厂压缩空气质量的分析中可知,纺织车间需要采用无水、无油、洁净的压缩空气。其中纺部压力高,用气量波动大;织部用气压力低,用气量稳定。这就要求在纺织厂空压系统设计时,在空压机选型,压缩空气后处理、车间管网系统设计等方面采取必要的措施,以实现节能运行的目标。
2.1空压机选型
空压机选型要保证满足纺织生产各工艺设备对压缩空气用气量、用气压力、质量的不同要求。目前使用较多的为喷油螺杆式空压机、无油螺杆式空压机和离心式空压机3种类型,各类型空压机主要特点如下。
(1)喷油螺杆式空压机。喷油螺杆式压缩机采用阳转子带动阴转子,两转子之间是接触的,如同齿轮传动,接触面之间大量磨擦(致使转子寿命仅为10年左右),有热量产生,在压缩空气的过程中,需喷入大量的润滑油,压缩空气与润滑油混合后一道升压,再离开压缩腔,然后再通过油气分离器。在压缩腔内使用了免换的24KT润滑油,从而起到冷却、密封、润滑三种作用,使压缩比增大(一级压缩比可达20~30),压缩效率提高,多采用单级压缩。排出的空气需经过高效的油分离装置分离,并经精密油分离装置方能达到纺织厂使用要求。且24KT润滑油消耗量大,再加上一、二级油分离器滤芯等易损件费用高,过滤器阻力大,需要消耗0.03MPa~0.05MPa的压力。运行维护费用较高,但该机价格低廉。
(2)无油螺杆式空压机。无油螺杆式空压机与有油螺杆式空压机不同,其压缩腔由一对不接触的阴阳螺杆转子组成,在压缩过程中,阳转子和阴转子的运动是靠一对同步齿轮做非常精密的传动,转子既要保证对空气进行压缩,又要保证优良的气密性,所以对转子的加工工艺要求极高,无油机采用无油润滑螺杆啮合实现压力升高。该机压缩腔内无油,螺杆之间的密封和润滑采用喷涂自润滑材料和四氟乙烯膜进行密封润滑。为了防止压缩空气沿轴向泄露,在轴上装有气封环和油封环,而且在两环中间设置与大气相通的通道,以确保轴承润滑油不会渗漏到压缩腔内。转子之间、转子与壳体之间的间隙相当小,压缩过程中靠自身密封。该机的主要优点是输出的空气可以做到全无油。但由于螺杆自身密封的特点,单级压缩比受到一定限制,采用两级压缩。由于转子是不接触的,所以没有摩擦(转子寿命极长,可达20年),压缩腔内不需喷油润滑,因而从根本上保证了压缩空气100%无油,运行费用极低。排气压力一般小于0.75MPa,压缩时由于水汽等因素会使转子磨损、涂层剥落逐渐积累,从而造成密封间隙增大,压缩机效率下降,该种机型价格较为昂贵。
(3)离心式空压机。离心式空压机的主要优点为:结构紧凑、质量轻,单机排气量大,一般排气量为50m3/min~200m3/min;纯无油工况运行,压缩空气不受润滑油污染,品质高;单位气量耗电少,效率高、节约能源。缺点为:启动和停车过程中容易产生喘振现象,产生振动;排气量的变化对机械效率影响较大,在一定的转速下,存在最佳工况点,偏离该点效率将下降;压缩机的性能曲线左边受喘振工况Qmin、右边受堵塞工况Qmax的限制,两者之间的区域为离心压缩机的稳定工作区;不宜采用多台机组并联运行,在单级排气量和排气压力能满足要求时,宜选用较少机台进行供气。
综上所述,根据纺织厂压缩空气的用气特点,对纺织常用空压机的性能做一比较,见表2。

根据对纺织厂压缩空气品质、压力、流量的分析可知,纺部车间由于用气量小,质量要求相对较低,属于间歇式用气,宜采用无油螺杆式空压机为好。若考虑投资问题,也可采用喷油螺杆加油过滤器的后处理方案。络筒和织布车间由于对压缩空气质量要求高,用气压力低,用气量大,用气量平稳,宜采用离心式空压机或无油螺杆式空压机联合工作的配置方案。利用离心式空压机产生大部分压缩空气,用部分无油螺杆空压机进行用气量调节。
2.2分压力供气方案
根据纺织厂各工序用压缩空气的特点,宜采用分压力供气的设计方案。纺部压缩空气用量小,压力较高,压力差别大,气量波动大。特别是细纱机自动落纱过程中,用气量较大,压力较高,但停留时间长。供气管网宜采用单独高压树枝状管网供气,用气点降压使用的供气方案。空压站内宜设置储气罐,用于稳定车间用量波动。供气管网压力宜设计为0.7MPa~0.8MPa,满足前纺设备自动化生产用气的压力要求,在细纱牵伸、精梳等前纺设备用气压力较低的部位设置车间减压阀减压供气。
织部车间喷气织机的用气流量平稳,压力不高(P≤0.6MPa)而且稳定(ΔP≤0.01MPa),布机台数较多,压缩空气消耗量大。车间供气宜采用低压、低速环形管网系统供气。设计时应严格控制各管段流速≤10m/s,单位比摩阻≤150Pa/m,其压力降应限制在0.001MPa~0.004MPa以内(储气罐、干燥机和过滤器等设备的压降另算);分配管和连接管的压力降均不超0.003MPa。并应进行严格管网水力计算,使各用气点压力差≤3%,确保各机台使用压力一致。2.3恒压变流量供气
纺织生产中由于存在产品变换、各种停台等原因,车间用气量会经常发生变化,这就要求对压缩空气量进行调节。通常对压缩空气量的调节方式是采用通过压力设定开关进气阀的方式进行调节。这种方式存在能耗大,卸载时间长,供气压力不稳定,加卸载冲击电流大等缺陷。其中卸载能耗依然占空压机总能耗的15%~20%。借助于变频技术,根据系统的压力变化,适时对空压机电机进行变频控制,实现恒压变流量供气的目的,可以实现空压机最大限度的节能。
空压机采用变频调速进行恒压供气控制时,将管网压力作为控制对象,装在储气罐出口的压力变送器将储气罐的压力P转变为标准信号送给PID调节器,与压力设定值P0作比较,并根据差值的大小按既定的PID控制模式进行运算,产生控制信号送到变频调速器。通过变频器控制电机的工作频率与转速,从而使实际压力P始终接近设定压力P0,保持供气压力稳定。该系统具有如下特点。
(1)节约能源。传统的控制方式,空压机在加载时,从设定压力到卸载压力的加压过程中,电能被白白浪费掉,空压机卸载时,关闭电磁阀使电机一直在空转,这种调整方法同样是极大的能源浪费,卸载时的功耗约占满载的15%~20%。在变频控制方式下,变频驱动系统通过控制电机转速来控制气压,使输出压力始终维持在设定压力,输出压力保持恒定,避免频繁加卸载导致的电能浪费。从实际运行效果来看,变