技术
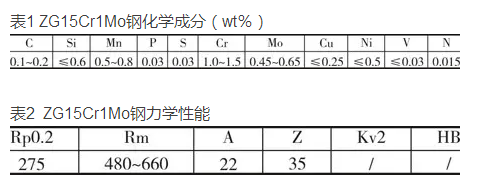
本缸体材质ZG15Cr1Mo,为珠光体耐热钢材料。化学成分见表1,力学性能见表2。
从表中可看出,该材料抗拉强度较高,选择强度与母材差别较大的焊材,亦容易导致裂纹。
虽然该钢焊接性一般,但是燃兼压缸的运行工作温度较高,因此根据等强度匹配采用同材质进行补焊更符合缸体的运行工况要求,也容易保证焊接质量;由于缺陷较深,且焊条易操作,焊接质量较CO2气体保护焊更易保证,因此返修焊采用与母材同材质的E5515-B2焊条,焊条应提前进行烘干并在保温桶里进行恒温保存。焊接时选择合理的焊接参数,参数过大过小都会影响焊接质量。
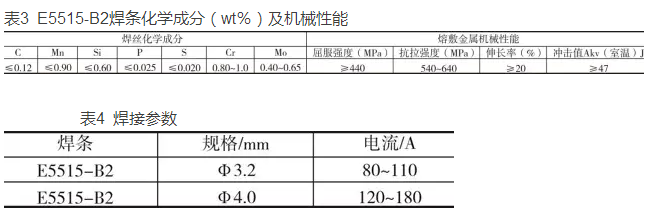
E5515-B2焊条的化学成分见表3,焊接参数见表4。
根据以上(1)公式计算的结果为:ZG15Cr1Mo的碳当量为0.45%~0.71%。据经验当<0.4%时,钢的淬硬倾向不明显,焊接性优良;当=0.4%~0.6%时,钢的淬硬倾向逐渐明显,需要采取适当的预热-控制热输入等工艺措施;当>0.6%时,钢的淬硬倾向大,需采取较高的预热温度和严格的工艺措施。而ZG15Cr1Mo的碳当量为0.45%~0.71%,说明该钢的淬硬倾向较明显,焊接性较差,其具有一定的冷裂倾向,这也是裂纹产生的一个重要因素,因此该钢焊接时应严格采取预热及热处理措施。
该燃兼压缸为精加工件,预热时只能采取局部预热。局部预热与整体预热有很大的不同。局部预热温度宜过高,必须既起到降低焊件的刚度及焊接时的应力,使焊缝能较自由地收缩,避免产生焊接裂纹的作用,又要尽可能减少焊接预热过大带来的变形量增大。在保证得到满意的接头和有利于氢扩散逸出的前提下,尽可能减少局部预热宽度并降低局部预热温度[2]。
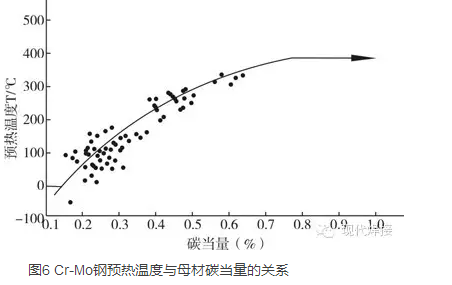
图6 Cr-Mo钢预热温度与母材碳当量的关系
根据Cr-Mo钢预热温度与母材碳当量的关系(图6),推出预热温度为200~350℃。
为了更精确计算预热温度,尽可能降低预热温度,提出了最低预热温度计算式[3]:
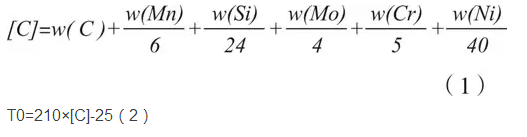
T0=210×[C]-25(2)
T0为最低预热温度。
根据公式(1)、(2)计算出最低预热温度为T0≈200℃。因此,综合考虑,预热温度应该选择在200~250℃之间为宜,并且局部预热控制在裂纹周围50mm范围内进行。
3.4热处理
焊接时必然会引起焊件不均匀的温度分布,焊缝近区两侧的材料对焊缝的膨胀变形构成了很大的拘束作用,使其受到很大的压缩变形,在焊缝区往往达到压缩塑性变形的程度。当冷却收缩时,焊缝部位的压缩塑性变形部分不能恢复,因而形成了很大的拉伸残余应力。如果焊后不及时进行去应力热处理,很容易导致裂纹的产生。
针对焊接残余应力的形成过程,只要在焊缝近区两侧不太宽的范围内加热,在中间近区部位冷却,造成一定温差,使焊缝及其近区的材料受到拉伸并达到塑型变形的程度,此塑型形变抵消(或部分抵消)焊接过程中的压缩塑型形变,从而使焊缝近区的拉伸残余应力消除(或变低),此即所谓的局部低温热处理方法[4]。



