技术
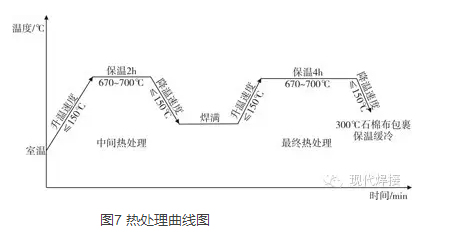
热处理过程对焊缝周围100mm范围内进行加热,保温时期加热区外部尽量采用硅酸铝纤维包裹。升温速度≤150℃/h,加热至670~700℃,保温120min,保温结束后,提升火焰高度加热降温,降温速度≤150℃/h,缓冷降温至300℃,随即用硅酸铝纤维包裹保温。操作全过程须采用红外线测温仪即时监测焊缝温度[5]。
4、焊接修复
通过以上原因分析,在焊接时严格执行相应的对策,焊前预热,焊接时除了坡口尖角倒圆之外,先对整个坡口焊接过渡层,并恰当地安排焊缝的位置、焊接顺序,控制好焊接变形。焊接顺序主要从以下两个方向执行:
⑴ 由下往上,即从底部往上焊接;
⑵ 由内往外,即从R圆角部位往外焊接,焊缝尖角部位用氩弧焊进行圆滑过渡。
修复焊接后,打磨焊缝表面光洁、平整,然后对焊缝表面无损检查,确定焊缝表面无缺陷。合缸检测中分面的变形量,中分面间隙,释放应力前检查最大处0.07mm,释放应力后最大0.17mm,通过后续处理中分面间隙尺寸可以满足装配要求。
5、结论
通过对燃气轮机燃兼压缸裂纹的成功修复和焊接变形的有效控制,可得出以下结论:
(1)对缺陷产生原因进行分析为焊接修复措施的制定提供了依据。
(2)针对缺陷情况,正确的消缺措施、合理的预热温度、严格控制的热输入、正确
规划的焊接顺序、必要的焊后局部热处理等措施能有效控制焊接变形和保证焊接质量。
(3)采用该修复工艺,对保证生产进度和产品安全运行起到了积极有效的作用,有明显的经济效益和社会效益。



