管理
调试初期,由于入辊压机熟料中含有较多黄心料和粉料,而石膏和石灰石的粒度较大,称重仓内物料分级严重,辊压机辊缝较大,33mm左右,辊压机主电动机工作电流较低(46A左右),即使调大斜插板拉开比例,工作电流变化也不大,而且辊压机偏辊严重,挤压效果较差。经分析认为物料离析现象严重,混合不均。故采取措施:
1)入辊压机熟料采取多库搭配,多用颗粒状料,减少粉状料;
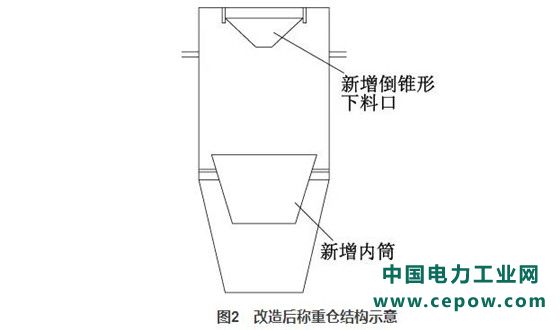
2)改造称重仓。将称重仓内顶部中间增加一个倒锥形下料口(见图2),使物料经过此处时充分集中和混合后再进入称重仓内部分散,在称重仓内底部增加一个内筒,物料经过此处进行混合和集中后再进入辊压机进行挤压,这样可有效解决辊压机偏辊和压力上不去的问题。
3)称重仓料位控制在70%~80%,以有效形成入机料压,实现过饱和喂料,确保挤压效果;同时将辊压机工作压力由7.0~8.0MPa调整至8.0~9.5MPa;辊压机工作辊缝由原33mm调整至25mm;入料斜插板拉开比例调至85%以上。
调整后辊压机主电动机工作电流(额定电流61A)由44~50A(72%~82%)提高至52~60A(85%~98%),挤压做功能力显著提高,经由V型选粉机分级后的物料R80、R45筛余量明显减少,比表面积提高,合格品比例大幅度增加。
3.2循环风机风量和风压较低
由于增加了一台三分离选粉机,系统阻力增加近1500Pa,虽然循环风机压力为4000Pa,但全负荷全转速运行后,电流只有21A(额定电流31.8A),造成系统风量和风压不够,产量上不去,甚至造成挤压后的料饼进入V型选粉机内部不易散开,影响分级效果。
针对循环风机风量和风压较低、电流上不去的情况,我们对风机叶轮进行了更换,更换后的循环风机风压达到5000Pa,带负荷运行后的电流为27A,基本能满足生产需求。根据实际生产状况,在V型选粉机入料口上方下料管中增设打散装置,以形成均匀、分散的料幕;同时对V型选粉机内部进风面导流板通风面积进行调整,减小通风面积提高局部风速,有效延长物料分级路线与分级时间,提高V型选粉机出口物料的比表面积。
3.3球磨机做功能力差
由三分离选粉机分离出成品后的入磨物料(粗粉)比表面积平均在100m2/kg左右,出磨水泥比表面积195m2/kg左右。为此,根据入磨物料筛余、比表面积和磨内筛余曲线等参数,重新调整了各仓级配及填充率,同时,根据磨机主电动机及主减速机的驱动功率富余系数(设计为额定值的1.2倍),合理增加微段装载量、增大填充率,提高研磨体对物料的研磨能力;技改前主电动机电流(额定电流243A)为190A左右(进相后),技改后主电动机电流为205A左右(进相后)。根据磨内筛余曲线结果,我们对入磨下料溜子进行了改进,在溜子前部加了一个翻板,有效阻止物料向前冲的现象发生,提高了一仓的粉磨效率。改进前后级配方案见表2。
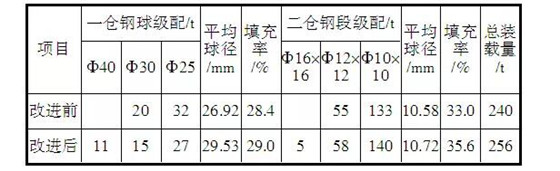
表2改进前后各仓研磨体级配



